- HOME
- 会社案内
会社案内

代表あいさつ

様変わりするものづくり環境への対応
ものづくりの環境が激変する中、我々は強いメンタルと向上心を持ち、柔軟な体制で金型作りに取り組んでいきます。単に金型を作るだけではなく、積み重ねた経験と技術、当社が持つネットワークを活用し、プラスチック製品の開発・設計から金型の作成、量産に至るまでコンカレントエンジニアリングでお客様のサポートに努めます。
また、海外への展開として、中国の金型企業と提携を結び、グローバルコストへの対応と技術指導による高品質な金型が製作できる体制を取っております。
代表取締役社長 織田 健一
乗り越えられない壁はない
1974年に創業したササキ製作所は、常に学び学んだ技術を生かして顧客の要望意に応えていく。プラスチック金型製作のプロ集団として迅速で柔軟な対応を心がけています。
創業以来45年、培ってきた技術とノウハウを最新の設備と融合させ、高品質な金型を効率よく生産することをモットーとしています。
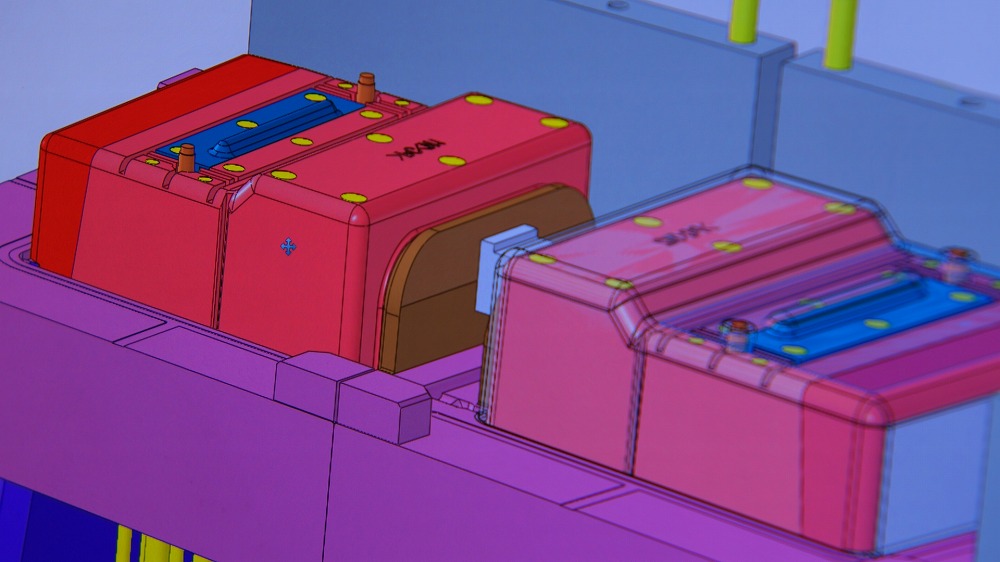
特に、高度な技術を要求される2色成形金型は国内特許2件、中国特許1件を獲得し、自動車業界・家電業界など多方面の分野より高い評価をいただいております。
丁寧なモノづくりと高度な技術さらに最新の設備でお客様のご要望にお応えいたします。
取締役会長 佐々木 久雄
ササキ製作所とは?



選ばれる理由
最高の品質

長年培ってきた金型の設計・製作技術を生かし、お客様のニーズに合わせモノづくりをご提供します。
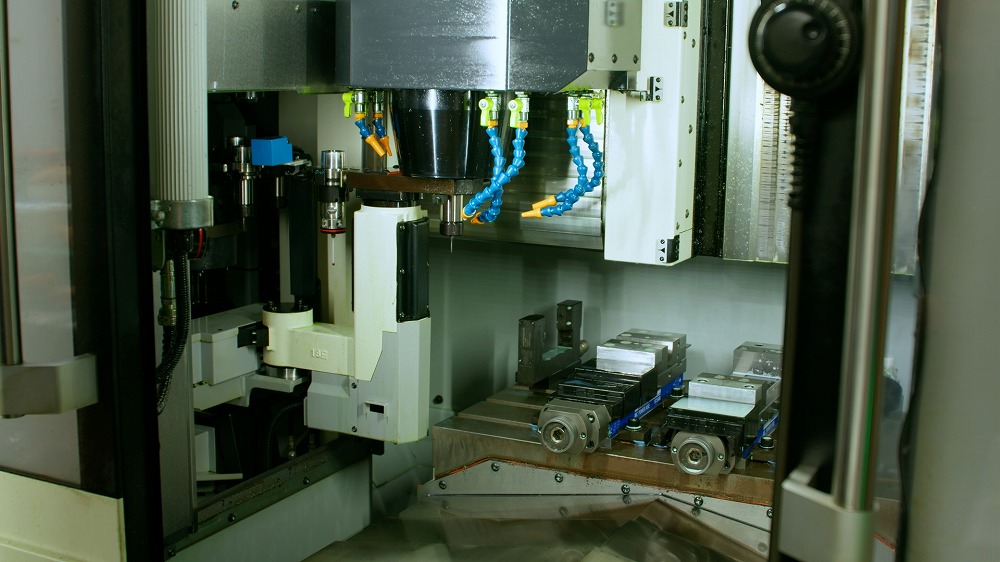
最新設備の導入

時代のニーズに即した製品を求めて導入された最新設備と、たしかな技術力によって、質の高い金型が完成します。
先進設備を活用するノウハウ
当社には先進設備を導入しても、設備を駆使するソフト力、ノウハウがなければ意味がありません。
ササキ製作所ではむやみに設備のスケールや数量に頼ることなく、真に当社の技術体制に適合した先進設備のみを導入し、そのソフト力の開発に力をそそいでいます。
ササキ製作所ではむやみに設備のスケールや数量に頼ることなく、真に当社の技術体制に適合した先進設備のみを導入し、そのソフト力の開発に力をそそいでいます。
海外への進出
ササキ製作所では、中国企業に技術指導を行いながら業務提携をし、お客様の現地生産の支援を行える体制で臨んでいます。また、現地生産に留まらず、提携先の中国企業を活用し、安価で高品質な金型によりお客様のニーズにお応えします。
金型を移管後は、社内で変更、修正、シボなど最終調整まで対応します。
金型を移管後は、社内で変更、修正、シボなど最終調整まで対応します。


会社概要
| 商号 | 株式会社ササキ製作所 |
|---|---|
| TEL | 04-2934-4433 |
| FAX | 04-2934-4455 |
| 住所 | 〒358-0014 埼玉県入間市宮寺4009-3 |
| 創業 | 昭和49年10月2日 |
| 設立 | 昭和53年8月17日 |
| 資本金 | 1,000万円 |
| 代表者 | 代表取締役 織田 健一 |
| 従業員数 | 29人(男性18人 女性11人) |
| 工場規模 | 本社工場敷地 990.2cm2 工場建屋 423.03cm2 狭山工場(熱可塑成形) 宮寺工場(熱硬化成形) |
| 中国提携先 | 昆山久東源精密模具有限公司 |
沿革
| 昭和49年10月 | 埼玉県所沢市三ケ島にて創業 |
|---|---|
| 昭和52年3月 | 現工場敷地取得(495.90cm2) |
| 昭和52年10月 | 現工場新築、移転 |
| 昭和53年8月 | 株式会社ササキ製作所設立 資本金500万円 |
| 昭和53年12月 | 隣接地(南側495.90cm2)購入 |
| 昭和57年10月 | 資本金1,000万円 |
| 昭和58年4月 | 現工場地北側増築 |
| 昭和58年9月 | 立型マシニングセンター導入 |
| 平成3年4月 | 現工場南側増築 |
| 平成13年9月 | 現工場北側2階増築(事務所、設計図室) |
| 平成21年10月 | V33iマシニングセンター CAD/CAM導入 |
| 平成26年8月 | 2色成形金型 特許登録(日本・中国) |
| 平成28年11月 | V33i/三菱W-EDM/CAM/増設(ものづくり補助) |
| 平成30年4月 | 三菱W-EDM/平面研削盤 増設 |
| 令和3年1月 | 狭山工場(熱可塑成形)稼働開始 |
| 令和3年4月 | 宮寺工場(熱硬化成形)稼働開始 |
| 令和6年10月 | 佐々木 久雄が代表取締役社長を退任し取締役会長へ 織田 健一が後任となり代表取締役就任 |
事業内容
営業品目
各種熱可塑性プラスチック成形金型の設計製作
(2色成形金型、精密金型、試作金型など)
(2色成形金型、精密金型、試作金型など)
熱硬化性プラスチック成形金型の設計製作
製品設計 / 試作 / 金型設計 / 流動解析 / CAE解析 / 開発支援
熱可塑性射出成形
熱硬化性射出成形
特長

金型製作については、ご要望があれば事前検討(流動解析など)から対応し確認TRYまで社内で対応可能です。
昨今では金型経験を活かして、行き場を失った他社様の金型修理も行っております。
昨今では金型経験を活かして、行き場を失った他社様の金型修理も行っております。